經過
最小平方法校正Delta機構誤差後,透過指令量測列印平面的高度誤差,誤差皆在±0.05mm以內,但是以0.2mm層高列印第一層時,列印床中心高度恰當,但在外圍卻會刮到玻璃床…
發現問題:
使用下方影片的方法量測噴頭在床中心以及床外圍的高度,發現外圍高度比中心還要低0.2mm,也就是當Z高度在0.2mm的時候,噴頭已經將紙夾住了。
造成原因:
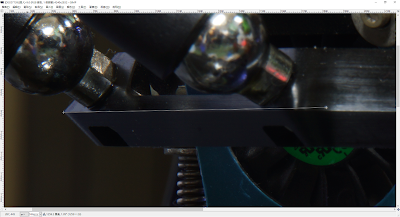
發生這個問題的原因有兩個,Delta結構在床外圍不夠穩固以及壓克力床板的變形,若使用剛性較高的官方熱床則床板變形的問題較小。透過固定視角拍攝,可以觀察到下壓的過程中,噴頭平台漸漸傾斜,並伴隨壓克力底板的變形。造成噴頭平台傾斜的原因為,靠近立柱的兩個球頭比其餘四個球頭更容易獲得向下的支撐力,導致噴頭平台因為受力不平衡而得到旋轉力矩,使噴頭平台以靠近立柱的兩個球頭為旋轉中心傾斜,進而影響高度量測結果。
 |
| 噴頭在外圍下壓的過程 |
 |
| 噴頭在外圍下壓位置 |
實驗:
在影像上以固定特徵點量測噴頭平台傾斜的相對角度,未下壓時角度為1.23°,下壓到微動開關觸發的角度為1.05°,為了測試噴頭螺絲鎖太進去的情況,在微動開關觸發後繼續往下壓0.5mm,得到角度為0.82°。由官方提供的噴頭平台CAD檔與自行量測的球頭資訊計算,噴頭平台的旋轉軸到噴頭中心距離約略為39.62mm,從未下壓到觸發微動開關時,噴頭高度因為噴頭平台旋轉,提高了39.62mm×sin(1.23°-1.05°)=0.12mm,若噴頭螺絲鎖太緊,則會提高39.62mm×sin(1.23°-0.82°)=0.28mm。與列印床外圍相比,床中心處則無顯著的變化,三個下壓狀態下的傾斜角度分別為0.86°、0.85°與0.88°,中心與外圍的差異如此大,使噴頭在列印時刮到玻璃也不令人意外。
 |
| 噴頭未下壓=1.23° |
 |
| 微動開關觸發=1.05° |
 |
| 微動開關觸發後再向下0.5mm=0.82° |
 |
| 噴頭平台的旋轉軸到噴頭中心距離=39.62mm |
 |
| 噴頭在中心下壓的過程 |
結論:
從以上實驗可以知道噴頭螺絲的鬆緊對於校正的重要性,這裡只考慮到噴頭平台的傾斜,尚未考慮列印床變形。至於要如何解決這個問題,目前想到三個方法,第一個方法是改成非接觸式的量測方法;第二個方法則是以上方影片的方法,在每個量測位置用紙或厚度規量測高度誤差;最後則是我目前使用的懶人方法,透過幾次的校正實驗,發現校正後外圍的高度比中心高度低了大約0.2mm,此數值根據噴頭螺絲的鬆緊及噴頭平台上蓋的剛性不同,所以在校正時候,要將數值輸入計算機前,先減掉0.2mm再輸入計算機,校正後也可達到不錯的效果。
後記:
關於力學原理的描述不是很精確,請高手指點,對於內容有問題歡迎留言分享看法,謝謝觀看。








沒有留言:
張貼留言